Проконсультируйтесь со своими экспертами по настройке болтов
Предоставлять клиентам продукты и услуги, обеспечивающие безопасность цепи поставок и экономию средств.
Свяжитесь с нами сейчас
Завод Yunteng
в Ханьдане, Китай
С 1999 года наш современный производственно-складской центр работает на площади 3 000 000 квадратных футов. Завод специализируется на производстве высококачественных видов болтов, гаек, винтов и других крепежных изделий.

Заводские фигурки
8
Производственные линии
3500 тонна
запас
1200 наборы
пользовательские формы
Заводы и сооружения

Сырье для крепежа обычно включает металлические материалы, такие как сталь, нержавеющая сталь, латунь и алюминий. Из этих материалов можно изготовить различные типы крепежных изделий, таких как болты, гайки, винты, заклепки и шайбы. Как поставщик болтов с гайками, мы поставляем высококачественное сырье для наших крепежных изделий, чтобы обеспечить долговечность и надежность нашей продукции.
Наше сырье проходит строгий контроль качества, чтобы гарантировать его соответствие отраслевым стандартам, таким как спецификации ASTM и SAE. Мы тесно сотрудничаем с нашими поставщиками сырья, чтобы обеспечить постоянное качество и своевременную доставку материалов, что позволяет нам предоставлять нашим клиентам высококачественные крепежные детали для различных областей применения.
Фирменные материалы могут обеспечить стабильные физические и химические свойства болтов.

Холодная ковка
Наши производственные подразделения хорошо оснащены современной линейкой импортных высокоскоростных многопозиционных болтоформовочных станков и формовочных станков для деталей. Это позволяет нам обрабатывать как стандартные, так и специальные продукты с экстремальной экструзией, большой длиной и большим диаметром корпуса.
Как показано ниже, наши высокоскоростные коллекторы холодной ковки
МАКС. Ø 27 мм -- 6
МАКС. Ø 20 мм --- 10
МАКС. Ø 12 мм --- 14
МАКС. Ø 6 мм --- 3
Кроме того, имеется более 15 прокатных станков.
В специальных холоднокованых изделиях имеются холоднокованые детали по образцам заказчика и техническим чертежам, специально разработанным в инженерно-методическом отделе.
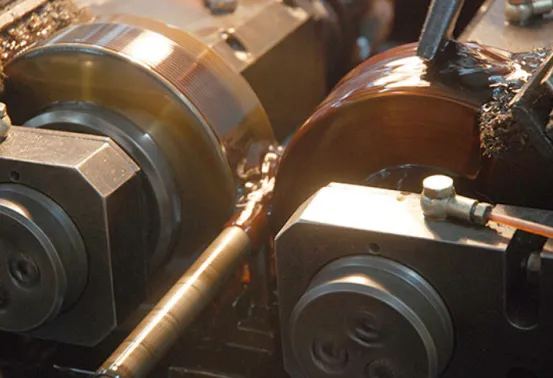
Накатка резьбы
Секция накатывания резьбы имеет широкий спектр высококлассных станков, эта часть очень важна. Только за счет обеспечения остроты и расстояния резьбовой части ее можно объединить с более прочной и не ослабленной гайкой.
С тех пор, как мы начали производить болты, мы всегда использовали технологию накатывания резьбы для изготовления резьбы на наших болтах и муфтах. нарезка резьбы потрясающая, с накаткой резьбы вы получаете идеальные линии волокон и непрерывные волокна на стали, а когда накатка резьбы выполняется после термообработки, они обеспечивают гораздо более прочную нить по сравнению с накаткой резьбы, выполненной до термообработки.
DIN-ANSI-BS-iso можно встретить, мы гарантируем, что 100% резьбы будут проверены с помощью калибров
Пожалуйста, смотрите ниже подробную информацию о станках с ЧПУ, которые доступны на нашем заводе.


Термическая обработка
Импортные сертифицированные NADCAP печи непрерывной термообработки с огромной производительностью были установлены для выполнения процессов, включая закалку, отпуск, науглероживание, азотирование и карбонитрирование для достижения желаемых механических свойств.
Именно эта установка позволяет нам производить высокопрочные крепежные изделия различных классов. Как мы знаем, болт класса 8,8 -- болт класса 10,9 - болт класса 12,9.

Завершить лечение
Белый болт - синий болт - желтый болт, в соответствии с требованиями клиентов, толщина слоя цинка не одинакова.
1-Как показано ниже, процедура горячего цинкования погружением:
1. Болты погружаются в каустическую соду для удаления любого органического материала, такого как смазочно-охлаждающая жидкость, а затем быстро промываются водой.
2. Болты будут погружены в серную кислоту. Этот процесс удаляет прокатную окалину и способствует связыванию цинка с анкерными болтами с головкой за счет травления стали.
3. После кислотной ванны болты промывают, а затем погружают в раствор флюса, который способствует связыванию цинка со сталью.
4. Болты будут погружены в резервуар с расплавленным цинком при температуре 840 градусов до тех пор, пока цинк не свяжется со сталью.
5. После извлечения болтов из расплавленного цинка высокоскоростной вращатель удаляет лишний цинк с резьбы, чтобы обеспечить качественную посадку гайки.
Проконсультируйтесь со своими экспертами по настройке болтов
Предоставлять клиентам продукты и услуги, обеспечивающие безопасность цепи поставок и экономию средств.
Свяжитесь с нами сейчас
